Fill in a Valid Welder Performance Qualification Record Template
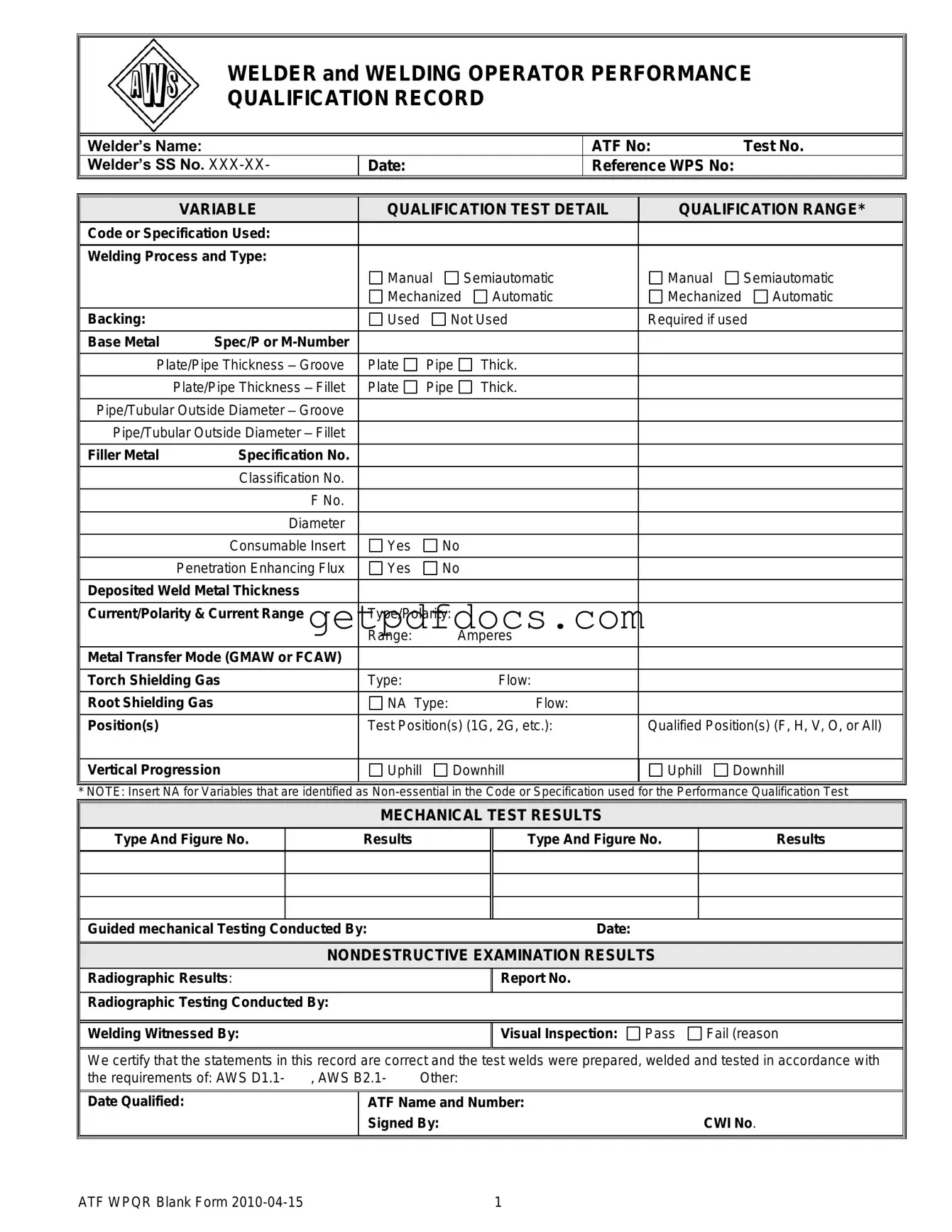
The Welder Performance Qualification Record (WPQR) form is an essential document that validates a welder's skills and qualifications. It captures critical information about the welder, including their name, identification numbers, and the specific test they underwent. The form outlines the reference Welding Procedure Specification (WPS) used during the qualification process, ensuring that all standards are met. Key details such as the welding process, base metal specifications, and the thickness of materials are recorded. This includes whether backing was used and the type of filler metal. Additionally, the WPQR specifies the positions in which the welder is qualified to work, such as flat, horizontal, or vertical. Mechanical test results and non-destructive examination outcomes, including radiographic results, are also documented to provide a comprehensive overview of the welder's performance. By certifying that the information is accurate, the WPQR serves as a reliable record for employers and regulatory bodies, confirming that the welder is capable of meeting industry standards and performing high-quality work.
How to Use Welder Performance Qualification Record
Completing the Welder Performance Qualification Record form requires attention to detail and accuracy. Each section of the form must be filled out thoroughly to ensure that all necessary information is captured. Follow the steps below to complete the form correctly.
- Welder's Information: Start by entering the welder's name, ATF number, test number, and Social Security number in the designated fields.
- Date: Fill in the date when the qualification test was conducted.
- Reference WPS Number: Input the reference Welding Procedure Specification (WPS) number.
- Variable Qualification Test Detail: Indicate the code or specification used for the qualification test.
- Welding Process and Type: Select the appropriate welding process (manual, semiautomatic, mechanized, or automatic) and mark if backing was used.
- Base Metal Specification: Provide the specification or material number, along with the thickness of the base metal for groove and fillet welds.
- Pipe/Tubular Outside Diameter: Enter the outside diameter for both groove and fillet welds.
- Filler Metal Specification: Fill in the specification number, classification number, and diameter of the filler metal used.
- Consumable Insert: Indicate whether a consumable insert was used (yes or no).
- PENETRATION ENHANCING FLUX: Specify if penetration enhancing flux was used (yes or no).
- Deposited Weld Metal Thickness: Record the thickness of the deposited weld metal.
- Current/Polarity: Provide the type/polarity and the range of amperes used during the welding process.
- Metal Transfer Mode: Specify the metal transfer mode (GMAW or FCAW).
- Torch Shielding Gas: Enter the type and flow rate of the torch shielding gas used.
- Root Shielding Gas: If applicable, provide the type and flow rate of the root shielding gas.
- Position(s): List the test positions (1G, 2G, etc.) and the qualified positions (F, H, V, O, or All).
- Vertical Progression: Indicate the vertical progression used (uphill or downhill).
- Mechanical Test Results: Document the type and figure number of mechanical tests conducted, along with the results.
- Non-destructive Examination Results: Enter the radiographic results, report number, and the individual who conducted the testing.
- Welding Witnessed By: Provide the name of the individual who witnessed the welding.
- Visual Inspection: Indicate whether the visual inspection passed or failed, and provide the reason for failure if applicable.
- Certification: Certify that all statements are correct, and record the date qualified, ATF name and number, and the signature of the Certified Welding Inspector (CWI) along with their number.
After completing the form, ensure that all entries are accurate and legible. It is crucial to double-check for any missing information before submission. This record will be essential for verifying the welder's qualifications and compliance with industry standards.
Key takeaways
Here are some key takeaways for filling out and using the Welder Performance Qualification Record form:
- Accurate Information: Ensure that all personal details, including the welder's name and identification numbers, are filled out accurately to avoid any issues with qualification.
- Welding Process: Clearly indicate the type of welding process used, such as manual, semiautomatic, or automatic, as this affects the qualification scope.
- Base Metal Details: Include the specifications for base metals and their thicknesses. This information is crucial for determining the qualification range.
- Filler Metal Information: Document the filler metal specification and classification. This helps in understanding the materials used during the welding process.
- Test Positions: Specify both the test and qualified positions. Different positions can impact the welder's performance and skill level.
- Mechanical Test Results: Record the results of any mechanical tests performed. These results validate the quality of the welds produced.
- Non-Destructive Examination: Include results from any non-destructive testing conducted, such as radiographic results. This information is essential for quality assurance.
- Certification and Signatures: Ensure that the record is signed by the appropriate personnel, including the Certified Welding Inspector (CWI), to confirm the validity of the qualifications.
Common mistakes
Filling out the Welder Performance Qualification Record form can be a straightforward process, but several common mistakes can lead to complications. One frequent error is leaving out essential personal information. Each welder must provide their name, ATF number, and Social Security number. Omitting any of this information can delay the qualification process or even render the record invalid.
Another common mistake involves incorrect or incomplete specification of the welding process and type. It is crucial to accurately indicate whether the welding is manual, semiautomatic, mechanized, or automatic. Misclassifying the welding process can lead to significant discrepancies in qualification, affecting the welder's ability to work on specific projects.
Inaccurate entries in the qualification range section also pose a problem. This section requires precise details about the base metal specification, thickness, and other variables. Failing to enter these details correctly or leaving them blank can result in a lack of clarity regarding the welder's qualifications, which may lead to disputes later on.
Additionally, many individuals overlook the importance of the mechanical test results section. It is vital to ensure that the results are recorded accurately and that all relevant tests are conducted and documented. Incomplete or incorrect results can undermine the credibility of the qualification record.
Finally, signatures and certifications are often neglected. The form requires signatures from the welder, the Certified Welding Inspector (CWI), and other relevant parties. Missing signatures can invalidate the entire record, so it is essential to double-check that all necessary parties have signed before submission.
Documents used along the form
The Welder Performance Qualification Record form is essential for documenting a welder's skills and qualifications. Along with this form, several other documents are often utilized to ensure comprehensive evaluation and compliance with industry standards. Below are five key documents that frequently accompany the Welder Performance Qualification Record.
- Welding Procedure Specification (WPS): This document outlines the specific welding processes, techniques, and parameters to be followed during welding. It serves as a guideline for welders to ensure consistency and quality in their work.
- Procedure Qualification Record (PQR): The PQR provides evidence that a specific welding procedure meets the required standards. It contains details about the welding process, materials used, and the results of tests performed on the welds, establishing the procedure's validity.
- Trailer Bill of Sale: This document is essential for transferring ownership of a trailer, ensuring all necessary details such as buyer and seller information are properly documented. For more information, you can visit Arizona PDFs.
- Welder Certification: This certificate confirms that a welder has successfully completed the necessary training and testing to perform specific types of welding. It is often required for compliance with industry regulations and ensures that the welder possesses the skills needed for the job.
- Non-Destructive Testing (NDT) Report: An NDT report documents the results of tests conducted to assess the integrity of welds without causing damage. This report is crucial for identifying any defects or weaknesses in the welds, ensuring safety and reliability in the final product.
- Visual Inspection Report: This report details the findings of a visual inspection conducted on the welds. It typically includes information on any visible defects and whether the welds meet the specified acceptance criteria, providing an initial assessment of weld quality.
These documents collectively ensure that the welding processes adhere to established standards, enhancing safety and quality in welding operations. Proper documentation not only supports compliance but also fosters trust between employers, welders, and clients.
More PDF Forms
Parent Consent Letter for Travel - This document is a safeguard ensuring the child’s safety in organized activities.
Guardianship Documents - File this document to gain temporary guardianship.
The completion of the Florida Traffic Crash Report form is vital for all drivers involved in an incident where damages have occurred, even in the absence of a law enforcement report. This document allows drivers to accurately convey details about the crash, including particulars on vehicles, insurance, and witnesses. By submitting the form promptly, typically within ten days of the incident, individuals ensure they are adhering to legal requirements set forth in Florida Statute 316.066(1)(e). For those looking for a convenient online option, the report can be accessed through floridaforms.net/blank-florida-traffic-crash-report-form/.
Shower Sheets Cna - Documentation is crucial for maintaining comprehensive resident care records.
Frequently Asked Questions
What is the purpose of the Welder Performance Qualification Record form?
The Welder Performance Qualification Record (WPQR) form is used to document the qualifications of a welder or welding operator. It serves as proof that the individual has successfully completed specific welding tests according to industry standards. This record is essential for ensuring that welders are competent and meet the necessary requirements for various welding processes and applications.
What information is included in the WPQR form?
The WPQR form contains several key pieces of information, including:
- Welder's name and identification numbers (ATF No, SS No)
- Test number and date of qualification
- Welding Procedure Specification (WPS) reference number
- Details about the welding process used (manual, semiautomatic, automatic)
- Base metal specifications and thickness
- Filler metal specifications
- Mechanical test results and non-destructive examination results
This comprehensive information helps ensure that all aspects of the welding process and qualifications are clearly documented.
How is the WPQR form used in the qualification process?
The WPQR form is utilized during the qualification testing of welders. After a welder completes the necessary tests, the results are recorded on this form. It is then signed by qualified personnel, certifying that the welder has met the requirements outlined in relevant codes and specifications, such as AWS D1.1 or AWS B2.1. This record can be presented to employers or regulatory bodies as evidence of the welder's qualifications.
What are the key components of the mechanical test results section?
The mechanical test results section of the WPQR form includes:
- Type and figure number of the mechanical tests conducted
- Results of the tests, indicating whether they passed or failed
- Information about the organization that conducted the testing
- The date when the tests were performed
This section is crucial for verifying the performance and reliability of the welds produced by the welder.
What is the significance of the non-destructive examination results?
The non-destructive examination (NDE) results are significant because they assess the integrity of the welds without causing any damage. This section typically includes:
- Radiographic results and report number
- Details of the personnel who conducted the radiographic testing
- Results of visual inspections, indicating pass or fail status
These results help ensure that the welds meet safety and quality standards, which is essential in many industries.
Who is responsible for signing the WPQR form?
The WPQR form must be signed by a Certified Welding Inspector (CWI) or a qualified individual who has the authority to validate the qualifications of the welder. This signature confirms that all information provided is accurate and that the welder has successfully completed the required tests in accordance with applicable codes and specifications. The signing process adds a layer of accountability and credibility to the qualification record.